


【脱模剂废液的形成】
在压铸生产中,为使压铸件从模具中顺利脱模取出,保证压铸件表面光洁、 轮廓清晰完整, 防止模具型腔损伤,延长模真使用寿命,需要在模具型腔表面愤洒大量的脱模剂。
陨洒的脱模剂部分在高温下蒸发 ,部分吸附在模具上使用消耗, 而大部分会流入模具下方, 经污水沟进入废液贮存系统。 这部分废液包含了脱模剂的有效成分, 但同时存在大量的蜡质成分、油、 颗粒物, 以及微生物(发臭) ,无法直接回收再利用。
【脱模剂使用过程中所面临的挑战】
环保监管:根据根据《国家危险废物名录》,脱模剂废液为HW09类危险废物,产废企业必须按照国家相关法律规定,交由有资质的环保单位进行处理。
根据《中华人民共和国环境保护法》和2020年新版《固废法》,企业违法排污将面临罚款、停业、关闭的法律惩处;企业负责人和相关人员将受到罚款、拘留、入刑的法律严惩。
生产成本压力:压铸生产中,普遍使用水基脱模剂,水基脱模剂一般按1:80-1:300稀释后使用,使用后会产生大量的废液。因废液产生量大,委外处理费用高,企业面临巨大的生产成本压力。
产品质量和职业健康的影响:部分企业采用传统处理方式,对脱模剂废液净化后回用,由于微生物处理效果不佳,造成产品表面发黑,并带有霉斑;含有微生物的脱模剂在空气中弥漫,散发臭味,威胁职业健康。
【脱模剂废液处理的难点】
1.
蜡质成分的去除:脱模剂废液中含有大量的蜡质成分,与其他杂质混合后呈粘稠泥状,传统方法无法有效过滤蜡质油,极易造成滤网和管理堵塞。
2. 杂质颗粒物的去除:废液中的杂油、细颗粒物与脱模剂液滴结合在一起的微纳米级细微颗粒物,常规处理方法无法有效分解聚团,因此无法实现彻底净化。
3. 灭菌除臭:废液中含有大量微生物,并且因为蜡质油层的存在,为微生物繁殖创造了条件,造成废液发臭,传统方法杀菌效果不佳,无法长效抑菌除臭。
4.不影响产品质量:传统脱模剂净化后回用,由于微生物处理不佳、除油不彻底,造成产品表面发黑,并带有霉斑,导致产品质量受影响。
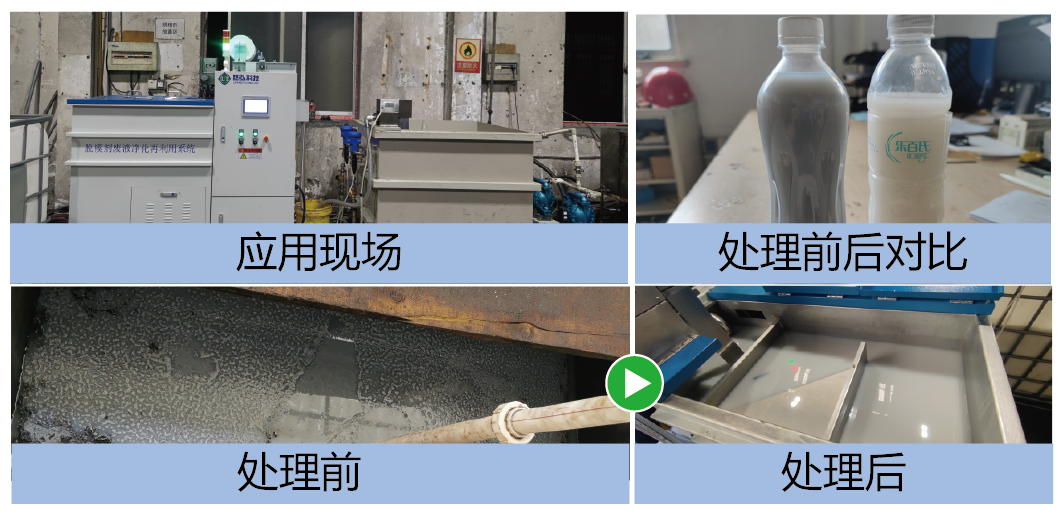
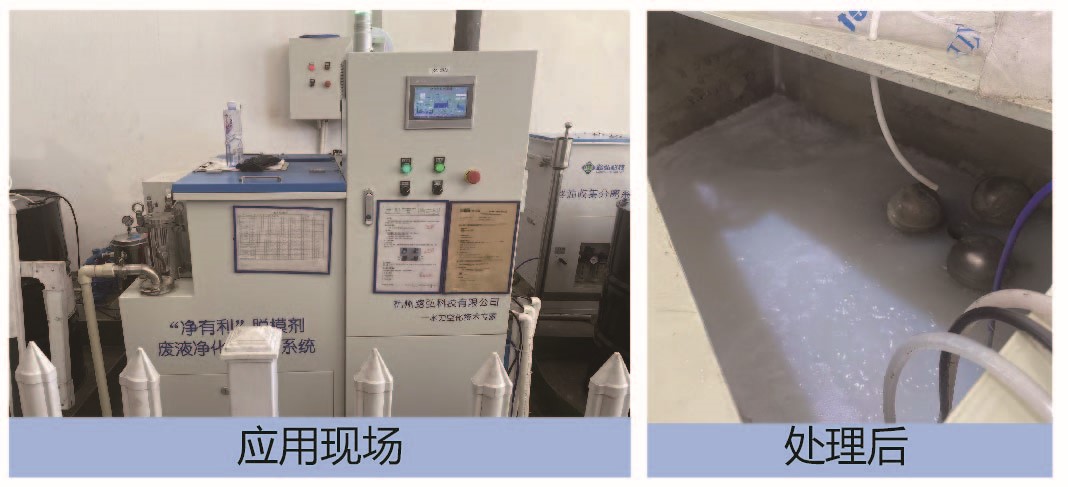
【路弘科技解决方案】
路弘科脱模剂废液净化与循环再利用系统采用绿色专利技术——水力空化,并综合共聚气浮、粒径调节、沉淀分离、多级灭菌等多项技术手段, 从根本上解决传统技术无法有效分离和去除蜡质油、分离多相结合态聚团、去除悬浮液臭味的难题。净化后的脱模剂进行自动配比,不间断供液,实现废液的净化回收再利用。
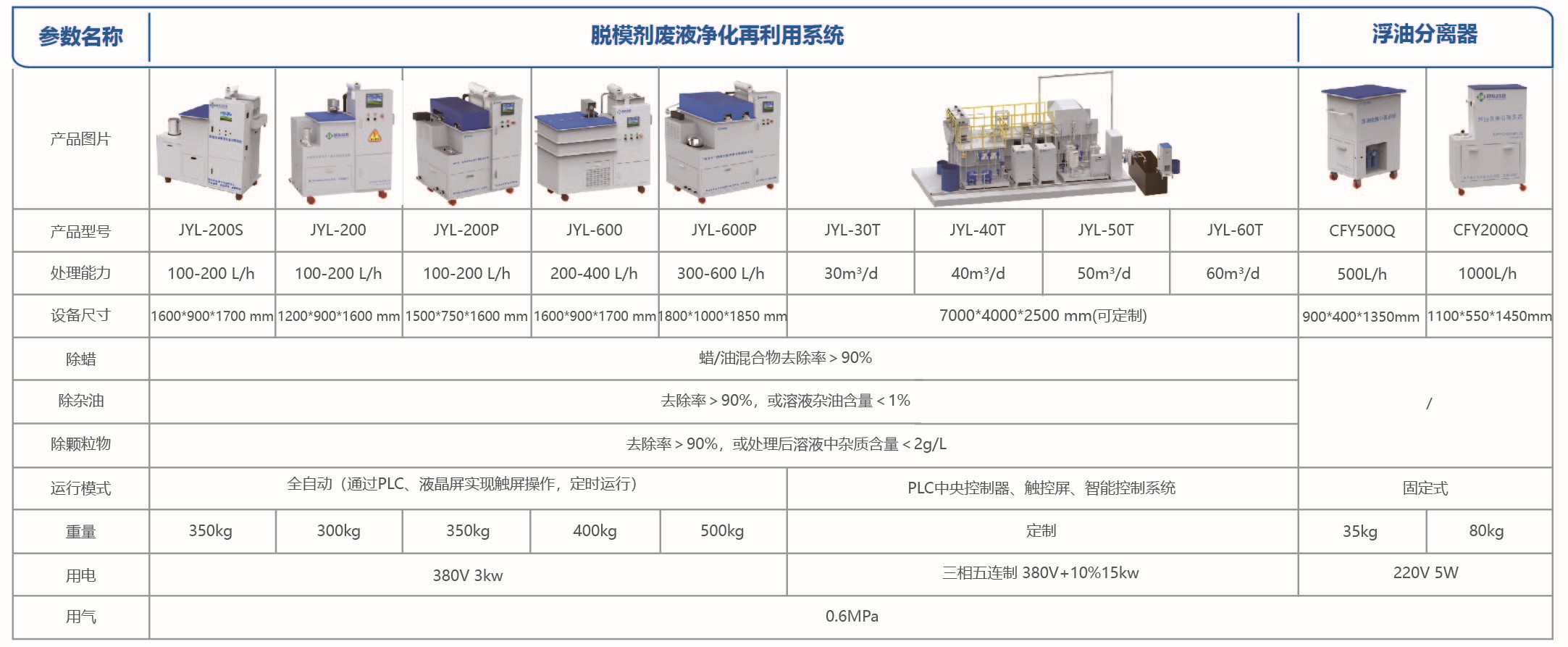
【产品参数】
【产品特点】
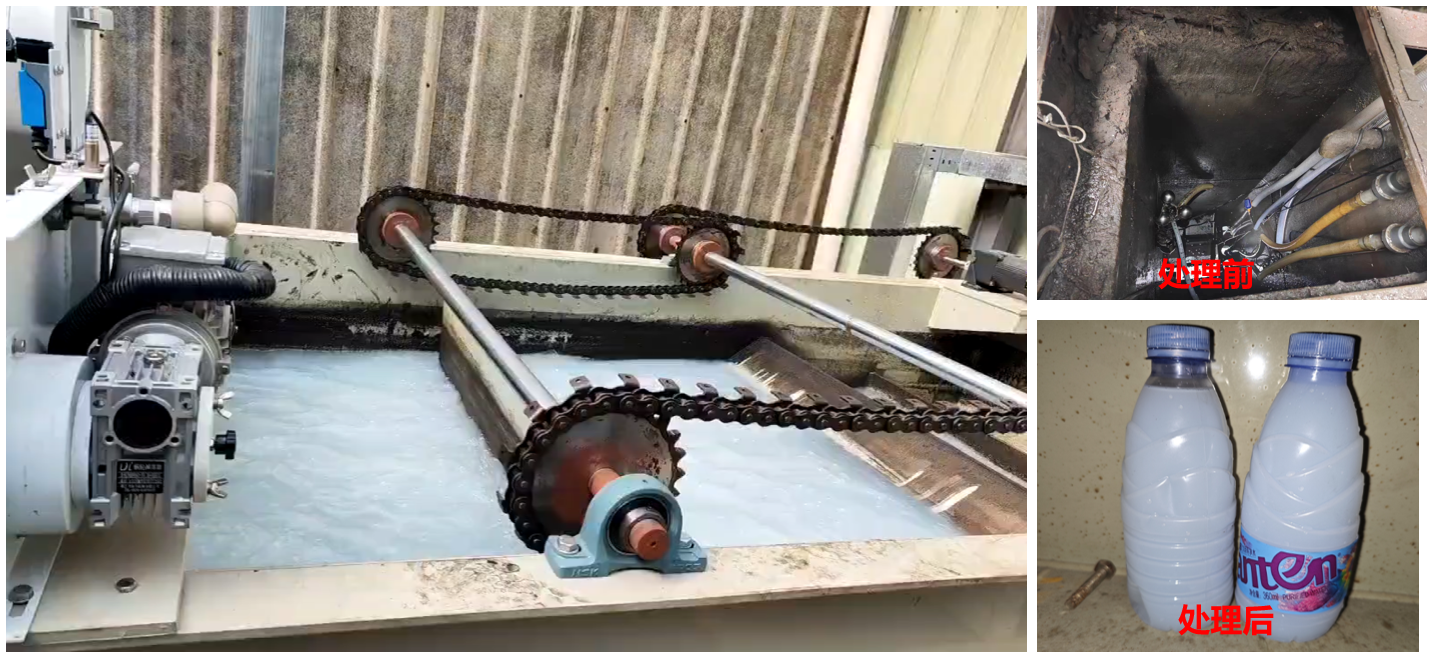
1. 处理效果好,净化液全部回收再利用;经检测,净化液完全达到循环再利用的要求
2. 通用性强,适用各种条件下的工况,实现24小时不间断供液
3. 智能控制系统,全自动运行;维护量小,可实现无人值守
4. 精准自动配液,保障脱模剂用液浓度,节省人力成本
【应用价值】
1. 降低环保风险:帮助企业清洁生产、绿色制造,轻松面对环保监管;改善生产环境和工人职业健康,有效控制风险。
2. 节约生产成本:大幅减少危险废物产生量,节约可观的废液处理费用;脱模剂废液净化后资源化再利用,变废为宝,减少脱模剂用量约40%,降低用液成本。
3. 保证产品质量:净化处理效果好,净化液完全达到循环再利用的要求,不会带来产品发黑、发黄等质量问题,确保产品质量。
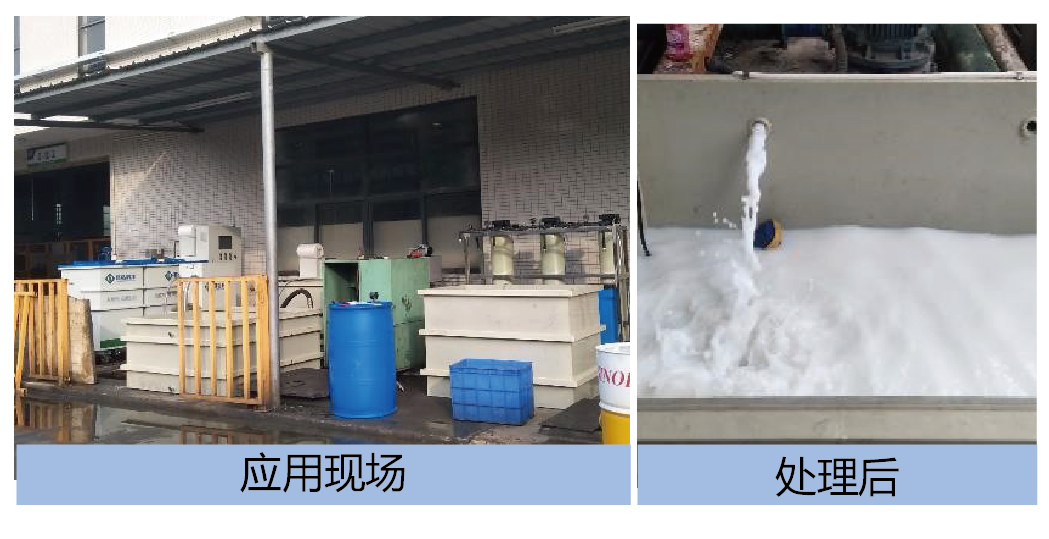
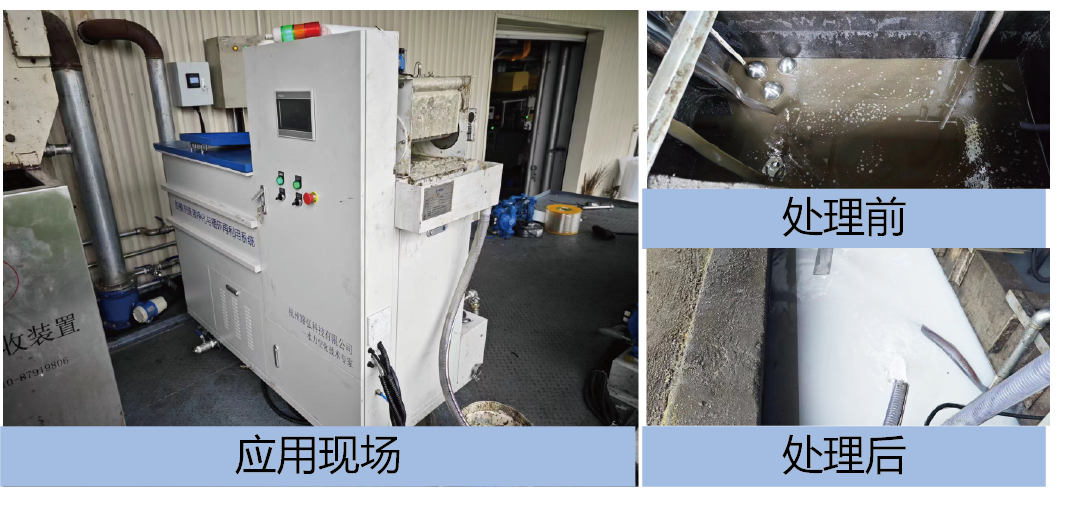
【应用方式】

【案例一:脱模剂废液全自动集中供液系统,实现降本增效】
用户简介:重庆瑞通精工-是国内著名汽车变速器箱体、新能源汽车减速器总成等生产企业。比亚迪供应商,中国压铸件生产企业综合实力50强。
用户困扰:脱模剂使用量大、废液量大,环保压力大,急需改善车间环境。
应用效果:1、脱模剂废液净化再利用,每年节约30%左右脱模剂原液每年节约95%以上的脱模剂废液污水处理成本;
2、改善车间环境,减轻企业环保压力。

【案例二:脱模剂废液全自动集中供液系统,脱模剂净化回用,降本增效、绿色制造】
用户简介:东莞鸿图-新能源汽车零部件、摩托车零部件、游艇发动机缸体缸盖等,比亚迪供应商,中国压铸件生产企业综合实力50强。
用户困扰:脱模剂使用量大、废液量大,环保压力大,脱模剂废液发臭严重。
应用效果:1、净化后的脱模剂洁净度清亮无杂质;
2、细菌总数正常,气味未见发臭;
3、自动配比脱模剂浓度和实际一致。
【案例三:脱模剂净化再利用、 废液零排放, 节省委外成本】
用户简介:深圳铭利达-中国压铸50强,已采购3套净有利设备。
用户困扰:废液中蜡质成分、油、固形物的含量较高,用户希望处理后不影响生产质量,且设备尽可能自动化、数字化,减少操作人员的投入。
应用效果:处理后,浮油含量低千1%, 颗粒物低千2g/L。用户连续复购了3套净有利净化处理系统,加强对蜡和沺的去除能力。
【案例四:友商品牌使用效果不佳, 改用路弘产品后效果显著】
用户简介:无锡吉冈-中国压铸50强,已采购2套净有利设备。
用户困扰:使用其他品牌净化处理脱模剂后,出现工件发黑现象,而且除蜡效果不佳,容易导致设备喷头堵塞问题。此外,蜡质成分还会吸附在模具上,需要经常对模具抛光处理。
应用效果:改用路弘产品后,工件发黑现象明显改善。除蜡效果 明显,处理后设备喷头不易堵塞,而且模具表面蜡质成分吸附现象也得到明显改善。
【案例五:脱模剂净化回用降本增效, 改善车间环境】
用户简介:温州卓人汽车电控-专业从事汽车电喷燃油泵及总成装置研发和制造,产品远销海外并和国内主机厂配套。
用户困扰:使用一次的脱模剂统一排入污水处理厂处理,造成脱模剂浪费的同时,增加污水处理厂的处理压力、环保压力;脱模剂废液造成车间环境脏乱差。
应用效果:脱模剂废液净化回用,每年节省30%左右脱模剂原液和95%左右的处理费用,实现降本增效,减轻公司环保压力;脱r模剂废液有效处理,改善车间环境。
【案例六:解决废液处理难题, 实现降本增效】
用户简介:锋龙电气-主要从事园林机械发动机及电动整机、液压 控制系统和汽车零部件的研发、生产和销售的上市公司。
用户困扰:新厂已投入使用,但没有污水处理厂解决废液处理难题和环保难题。
应用效果:实现脱模剂废液“零排放”,节省脱模剂使用量达到降本增效的目的。

 浙公网安备 33010802005995号 浙ICP备14027584号
浙公网安备 33010802005995号 浙ICP备14027584号